Brocas Vision RX
Usinagem de materiais ferrosos em geral com até 60 HRC de dureza e metais não ferrosos.
-
Broca Vision
RX400 Ver especificações
Ver especificações - Furação de alto desempenho, com geometria adaptada ao material usinado;
- Melhor controle de cavaco, com corte suave e precisão no posicionamento;
- Matéria prima VR20.
-
Broca Vision
RX800Ver especificações - Furação de alto desempenho, com geometria adaptada ao material usinado;
- Maior rendimento e estabilidade de processo;
- Melhor controle de cavaco, com corte suave e precisão no posicionamento;
- Matéria prima VR18.
Broca Vision
RX400
RX410 – aços em geral até 50HRC.
RX420 – ferro fundido
RX430 – aço inoxidável
RX440 – alumínio
RX400D – furação profunda 10xd até 25xd
RX400H – brocas 3 cortes com alto avanço
| BROCA 3XD | |||||||
|---|---|---|---|---|---|---|---|
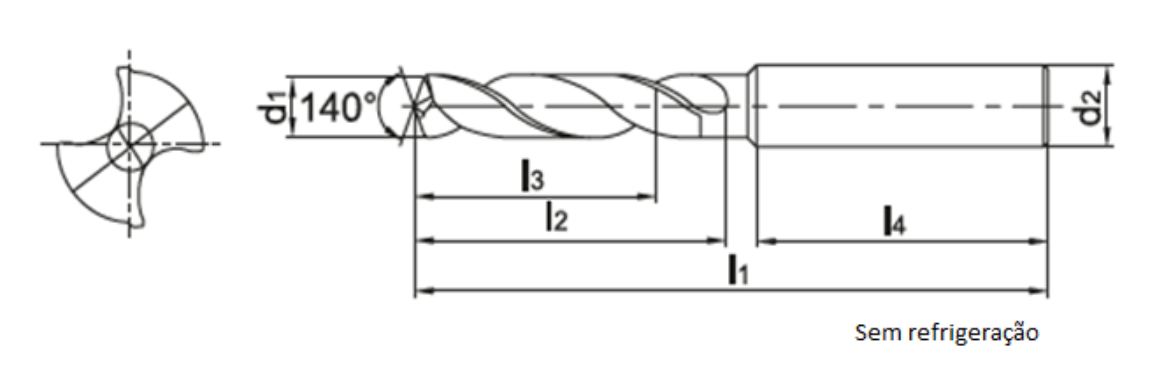
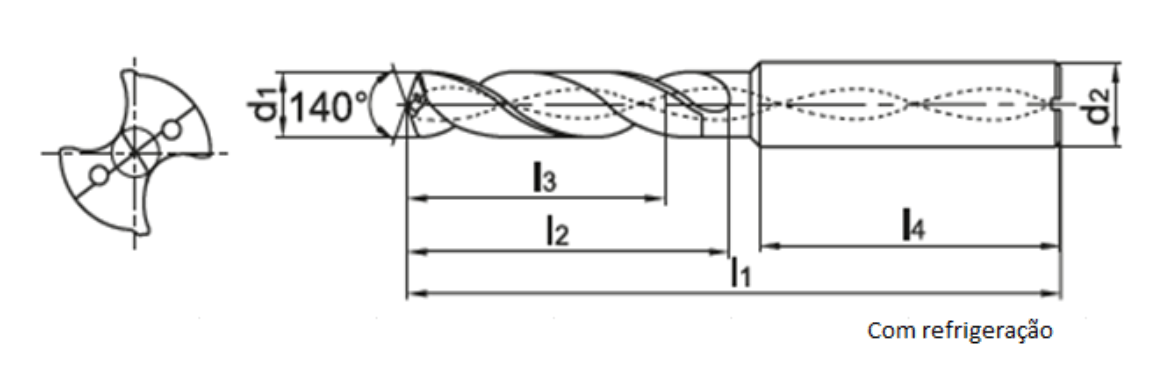
| d1 (m7) | D2 | L1 | L2 | L3 | L4 | SEM Refrigeração | COM Refrigeração |
| 2,7 a 2,0 | 6 | 62 | 16 | 12 | 36 | x | |
| 3,7 a 2,8 | 6 | 62 | 20 | 14 | 36 | x | x |
| 4,7 a 3,8 | 6 | 66 | 24 | 17 | 36 | x | x |
| 6 a 4,8 | 6 | 66 | 28 | 20 | 36 | x | x |
| 7 a 6,1 | 8 | 79 | 34 | 24 | 36 | x | x |
| 8 a 7,1 | 8 | 79 | 41 | 29 | 36 | x | x |
| 10 a 8,1 | 10 | 89 | 47 | 35 | 40 | x | x |
| 12 a 10,1 | 12 | 102 | 55 | 40 | 45 | x | x |
| 14 a 12,1 | 14 | 107 | 60 | 43 | 45 | x | x |
| 16 a 14,1 | 16 | 115 | 65 | 45 | 48 | x | x |
| 18 a 16,1 | 18 | 123 | 73 | 51 | 48 | x | x |
| 20 a 18,1 | 20 | 131 | 79 | 55 | 50 | x | x |
| BROCA 5XD | |||||||
|---|---|---|---|---|---|---|---|
| d1 (m7) | D2 | L1 | L2 | L3 | L4 | SEM Refrigeração | COM Refrigeração |
| 2,7 a 2,0 | 6 | 62 | 20 | 14 | 36 | x | |
| 3,7 a 2,8 | 6 | 66 | 28 | 23 | 36 | x | x |
| 4,7 a 3,8 | 6 | 74 | 36 | 29 | 36 | x | x |
| 6 a 4,8 | 6 | 82 | 44 | 35 | 36 | x | x |
| 8 a 6,1 | 8 | 91 | 53 | 43 | 36 | x | x |
| 10 a 8,1 | 10 | 103 | 61 | 49 | 40 | x | x |
| 12 a 10,1 | 12 | 118 | 71 | 56 | 45 | x | x |
| 14 a 12,1 | 14 | 124 | 77 | 60 | 45 | x | x |
| 16 a 14,1 | 16 | 133 | 83 | 63 | 48 | x | x |
| 18 a 16,1 | 18 | 143 | 93 | 71 | 48 | x | x |
| 20 a 18,1 | 20 | 153 | 101 | 77 | 50 | x | x |
| BROCA 8XD | |||||||
|---|---|---|---|---|---|---|---|
| d1 (m7) | D2 | L1 | L2 | L3 | L4 | SEM Refrigeração | COM Refrigeração |
| 3,7 a 2,8 | 6 | 72 | 34 | 29 | 36 | x | x |
| 4,7 a 3,8 | 6 | 81 | 43 | 36 | 36 | x | x |
| 6 a 4,8 | 6 | 95 | 57 | 48 | 36 | x | x |
| 8 a 6,1 | 8 | 116 | 76 | 66 | 36 | x | x |
| 10 a 8,1 | 10 | 142 | 95 | 83 | 40 | x | x |
| 12 a 10,1 | 12 | 162 | 114 | 99 | 45 | x | x |
| 14 a 12,1 | 14 | 178 | 133 | 116 | 45 | x | x |
| 16 a 14,1 | 16 | 204 | 152 | 132 | 48 | x | x |
| 18 a 16,1 | 18 | 223 | 171 | 149 | 48 | x | x |
| Material a ser usinado | Aço com Baixo teor de Carbono ASTM A36, AISI 1010, etc. | Aço carbono e Aço Liga AISI 1045, AISI 4140, SAE 8620, etc | Aço carbono, Aço Liga e Aço ferramenta AISI 4340, AISI H13,AISI P20, etc. | Aço Ferramenta Aço endurecido e pré endurecido | Ferro Fundido ABNT FC200, FC300, GG-20, GG-30, etc. | Ferro Fundido Nodular ABNT FE40012, GGG-40, GGG-50, etc. | Aço Inoxidável Serie 400, Série 300 | Alumínio e outros metais não ferrosos, cobre, bronze, etc. | Ligas resistentes ao calor, Ligas especiais, Inconel, Ligas de titânio | |||||||||
| ~200HB ~800N/mm² | ~ 30 HRC / 180HB~280HB 710 ~ 900N/mm² | ~ 40 HRC / 260HB~350HB | ~ 50HRC | ~280HB ~350N/mm² | ~300HB 400 ~ 600N/mm² | 480 ~ 800N/mm² | ||||||||||||
| Velocidade de Corte – m/min | 120 ~ 150m/min | 100 ~ 140m/min | 70 ~ 120m/min | 50 ~ 90m/min | 90 ~ 140m/min | 60 ~ 100m/min | 40 ~ 80m/min | 120 ~ 180m/min | 10 ~ 25m/min | |||||||||
| Diâmetro da Broca (mm) | Velocidade | Avanço | Velocidade | Avanço | Velocidade | Avanço | Velocidade | Avanço | Velocidade | Avanço | Velocidade | Avanço | Velocidade | Avanço | Velocidade | Avanço | Velocidade | Avanço |
| n (RPM) | f (mm/rot.) | n (RPM) | f (mm/rot.) | n (RPM) | f (mm/rot.) | n (RPM) | f (mm/rot.) | n (RPM) | f (mm/rot.) | n (RPM) | f (mm/rot.) | n (RPM) | f (mm/rot.) | n (RPM) | f (mm/rot.) | n (RPM) | f (mm/rot.) | |
| 3 | 13.780 | 0,09 ~ 0,12 | 12.700 | 0,09 ~ 0,12 | 10.000 | 0,06 ~ 0,12 | 7.500 | 0,06 ~ 0,12 | 11.700 | 0,09 ~ 0,12 | 9.600 | 0,09 ~ 0,12 | 6.400 | 0,04 ~ 0,08 | 15.000 | 0,09 ~ 0,12 | 1.600 | 0,04 ~ 0,08 |
| 4 | 10.300 | 0,10 ~ 0,16 | 9.500 | 0,10 ~ 0,16 | 7.600 | 0,08 ~ 0,16 | 5.600 | 0,08 ~ 0,14 | 8.800 | 0,10 ~ 0,18 | 7.200 | 0,10 ~ 0,16 | 4.800 | 0,04 ~ 0,08 | 12.000 | 0,10 ~ 0,18 | 1.200 | 0,04 ~ 0,08 |
| 5 | 8.200 | 0,10 ~ 0,18 | 7.700 | 0,10 ~ 0,18 | 6.100 | 0,10 ~ 0,18 | 4.500 | 0,10 ~ 0,16 | 7.000 | 0,12 ~ 0,20 | 5.800 | 0,10 ~ 0,18 | 3.900 | 0,06 ~ 0,10 | 9.600 | 0,12 ~ 0,20 | 1.000 | 0,06 ~ 0,10 |
| 6 | 6.900 | 0,12 ~ 0,22 | 6.400 | 0,12 ~ 0,22 | 5.100 | 0,12 ~ 0,20 | 3.800 | 0,12 ~ 0,18 | 5.900 | 0,14 ~ 0,22 | 4.800 | 0,12 ~ 0,22 | 3.200 | 0,06 ~ 0,12 | 8.000 | 0,14 ~ 0,22 | 850 | 0,06 ~ 0,12 |
| 8 | 5.100 | 0,16 ~ 0,24 | 4.800 | 0,16 ~ 0,24 | 3.800 | 0,16 ~ 0,24 | 2.800 | 0,12 ~ 0,22 | 4.400 | 0,16 ~ 0,24 | 3.600 | 0,16 ~ 0,24 | 2.400 | 0,08 ~ 0,16 | 6.000 | 0,16 ~ 0,24 | 600 | 0,08 ~ 0,16 |
| 10 | 4.100 | 0,20 ~ 0,28 | 3.800 | 0,20 ~ 0,28 | 3.100 | 0,20 ~ 0,28 | 2.300 | 0,16 ~ 0,24 | 3.500 | 0,20 ~ 0,30 | 2.900 | 0,20 ~ 0,28 | 1.900 | 0,10 ~ 0,18 | 4.800 | 0,20 ~ 0,30 | 500 | 0,10 ~ 0,18 |
| 12 | 3.400 | 0,22 ~ 0,30 | 3.200 | 0,22 ~ 0,30 | 2.600 | 0,22 ~ 0,28 | 1.900 | 0,18 ~ 0,26 | 3.000 | 0,22 ~ 0,36 | 2.400 | 0,22 ~ 0,30 | 1.600 | 0,12 ~ 0,20 | 4.000 | 0,22 ~ 0,36 | 400 | 0,12 ~ 0,20 |
| 14 | 2.900 | 0,24 ~ 0,32 | 2.800 | 0,24 ~ 0,32 | 2.200 | 0,24 ~ 0,30 | 1.600 | 0,20 ~ 0,28 | 2.500 | 0,24 ~ 0,38 | 2.100 | 0,24 ~ 0,32 | 1.400 | 0,14 ~ 0,22 | 3.500 | 0,24 ~ 0,38 | 350 | 0,14 ~ 0,22 |
| 16 | 2.600 | 0,24 ~ 0,36 | 2.400 | 0,24 ~ 0,36 | 1.900 | 0,24 ~ 0,34 | 1.400 | 0,20 ~ 0,30 | 2.200 | 0,26 ~ 0,40 | 1.800 | 0,24 ~ 0,36 | 1.200 | 0,14 ~ 0,24 | 3.000 | 0,26 ~ 0,40 | 300 | 0,14 ~ 0,24 |
| 18 | 2.300 | 0,28 ~ 0,40 | 2.100 | 0,28 ~ 0,40 | 1.700 | 0,28 ~ 0,34 | 1.300 | 0,24 ~ 0,30 | 2.000 | 0,30 ~ 0,40 | 1.600 | 0,28 ~ 0,40 | 1.100 | 0,14 ~ 0,24 | 2.700 | 0,30 ~ 0,40 | 380 | 0,14 ~ 0,24 |
| 20 | 2.000 | 0,28 ~ 0,40 | 1.900 | 0,28 ~ 0,40 | 1.600 | 0,28 ~ 0,36 | 1.200 | 0,24 ~ 0,32 | 1.800 | 0,30 ~ 0,40 | 1.500 | 0,28 ~ 0,40 | 1.000 | 0,16 ~ 0,26 | 2.400 | 0,30 ~ 0,40 | 340 | 0,16 ~ 0,26 |
Condições de corte para furação com refrigeração interna. Para brocas sem refrigeração, considerar aproximadamente 20% a menos para os parâmetros de velocidade de corte e avanço.
Para a escolha dos parâmetros, deve-se levar em consideração as condições da máquina, refrigeração e fixação da ferramenta. Os valores da tabela são referencias e podem variar para cada situação.
Com opção de desenvolvimento de ferramentas especiais, conforme as necessidades específicas. Podemos adaptar as medidas, geometrias e revestimentos para garantir o desempenho ideal em sua aplicação.
Broca Vision
RX800
RX810 – aços em geral até 50HRC.
RX820 – ferro fundido
RX830 – aço inoxidável
RX840 – aços endurecidos até 60HRC
| BROCA 3XD | |||||||
|---|---|---|---|---|---|---|---|
| d1 (m7) | D2 | L1 | L2 | L3 | L4 | SEM Refrigeração | COM Refrigeração |
| 2,7 a 2,0 | 6 | 62 | 16 | 12 | 36 | x | |
| 3,7 a 2,8 | 6 | 62 | 20 | 14 | 36 | x | x |
| 4,7 a 3,8 | 6 | 66 | 24 | 17 | 36 | x | x |
| 6 a 4,8 | 6 | 66 | 28 | 20 | 36 | x | x |
| 7 a 6,1 | 8 | 79 | 34 | 24 | 36 | x | x |
| 8 a 7,1 | 8 | 79 | 41 | 29 | 36 | x | x |
| 10 a 8,1 | 10 | 89 | 47 | 35 | 40 | x | x |
| 12 a 10,1 | 12 | 102 | 55 | 40 | 45 | x | x |
| 14 a 12,1 | 14 | 107 | 60 | 43 | 45 | x | x |
| 16 a 14,1 | 16 | 115 | 65 | 45 | 48 | x | x |
| 18 a 16,1 | 18 | 123 | 73 | 51 | 48 | x | x |
| 20 a 18,1 | 20 | 131 | 79 | 55 | 50 | x | x |
| BROCA 5XD | |||||||
|---|---|---|---|---|---|---|---|
| d1 (m7) | D2 | L1 | L2 | L3 | L4 | SEM Refrigeração | COM Refrigeração |
| 2,7 a 2,0 | 6 | 62 | 20 | 14 | 36 | x | |
| 3,7 a 2,8 | 6 | 66 | 28 | 23 | 36 | x | x |
| 4,7 a 3,8 | 6 | 74 | 36 | 29 | 36 | x | x |
| 6 a 4,8 | 6 | 82 | 44 | 35 | 36 | x | x |
| 8 a 6,1 | 8 | 91 | 53 | 43 | 36 | x | x |
| 10 a 8,1 | 10 | 103 | 61 | 49 | 40 | x | x |
| 12 a 10,1 | 12 | 118 | 71 | 56 | 45 | x | x |
| 14 a 12,1 | 14 | 124 | 77 | 60 | 45 | x | x |
| 16 a 14,1 | 16 | 133 | 83 | 63 | 48 | x | x |
| 18 a 16,1 | 18 | 143 | 93 | 71 | 48 | x | x |
| 20 a 18,1 | 20 | 153 | 101 | 77 | 50 | x | x |
| BROCA 8XD | |||||||
|---|---|---|---|---|---|---|---|
| d1 (m7) | D2 | L1 | L2 | L3 | L4 | SEM Refrigeração | COM Refrigeração |
| 3,7 a 2,8 | 6 | 72 | 34 | 29 | 36 | x | x |
| 4,7 a 3,8 | 6 | 81 | 43 | 36 | 36 | x | x |
| 6 a 4,8 | 6 | 95 | 57 | 48 | 36 | x | x |
| 8 a 6,1 | 8 | 116 | 76 | 66 | 36 | x | x |
| 10 a 8,1 | 10 | 142 | 95 | 83 | 40 | x | x |
| 12 a 10,1 | 12 | 162 | 114 | 99 | 45 | x | x |
| 14 a 12,1 | 14 | 178 | 133 | 116 | 45 | x | x |
| 16 a 14,1 | 16 | 204 | 152 | 132 | 48 | x | x |
| 18 a 16,1 | 18 | 223 | 171 | 149 | 48 | x | x |
| Material a ser usinado | Aço com Baixo teor de Carbono ASTM A36, AISI 1010, etc. | Aço carbono e Aço Liga AISI 1045, AISI 4140, SAE 8620, etc | Aço carbono, Aço Liga e Aço ferramenta AISI 4340, AISI H13,AISI P20, etc. | Aço Ferramenta Aço endurecido e pré endurecido | Ferro Fundido ABNT FC200, FC300, GG-20, GG-30, etc. | Ferro Fundido Nodular ABNT FE40012, GGG-40, GGG-50, etc. | Aço Inoxidável Serie 400, Série 300 | Alumínio e outros metais não ferrosos, cobre, bronze, etc. | Ligas resistentes ao calor, Ligas especiais, Inconel, Ligas de titânio | |||||||||
| ~200HB ~800N/mm² | ~ 30 HRC / 180HB~280HB 710 ~ 900N/mm² | ~ 40 HRC / 260HB~350HB | ~ 50HRC | ~280HB ~350N/mm² | ~300HB 400 ~ 600N/mm² | 480 ~ 800N/mm² | ||||||||||||
| Velocidade de Corte – m/min | 120 ~ 150m/min | 100 ~ 140m/min | 70 ~ 120m/min | 50 ~ 90m/min | 90 ~ 140m/min | 60 ~ 100m/min | 40 ~ 80m/min | 120 ~ 180m/min | 10 ~ 25m/min | |||||||||
| Diâmetro da Broca (mm) | Velocidade | Avanço | Velocidade | Avanço | Velocidade | Avanço | Velocidade | Avanço | Velocidade | Avanço | Velocidade | Avanço | Velocidade | Avanço | Velocidade | Avanço | Velocidade | Avanço |
| n (RPM) | f (mm/rot.) | n (RPM) | f (mm/rot.) | n (RPM) | f (mm/rot.) | n (RPM) | f (mm/rot.) | n (RPM) | f (mm/rot.) | n (RPM) | f (mm/rot.) | n (RPM) | f (mm/rot.) | n (RPM) | f (mm/rot.) | n (RPM) | f (mm/rot.) | |
| 3 | 13.780 | 0,09 ~ 0,12 | 12.700 | 0,09 ~ 0,12 | 10.000 | 0,06 ~ 0,12 | 7.500 | 0,06 ~ 0,12 | 11.700 | 0,09 ~ 0,12 | 9.600 | 0,09 ~ 0,12 | 6.400 | 0,04 ~ 0,08 | 15.000 | 0,09 ~ 0,12 | 1.600 | 0,04 ~ 0,08 |
| 4 | 10.300 | 0,10 ~ 0,16 | 9.500 | 0,10 ~ 0,16 | 7.600 | 0,08 ~ 0,16 | 5.600 | 0,08 ~ 0,14 | 8.800 | 0,10 ~ 0,18 | 7.200 | 0,10 ~ 0,16 | 4.800 | 0,04 ~ 0,08 | 12.000 | 0,10 ~ 0,18 | 1.200 | 0,04 ~ 0,08 |
| 5 | 8.200 | 0,10 ~ 0,18 | 7.700 | 0,10 ~ 0,18 | 6.100 | 0,10 ~ 0,18 | 4.500 | 0,10 ~ 0,16 | 7.000 | 0,12 ~ 0,20 | 5.800 | 0,10 ~ 0,18 | 3.900 | 0,06 ~ 0,10 | 9.600 | 0,12 ~ 0,20 | 1.000 | 0,06 ~ 0,10 |
| 6 | 6.900 | 0,12 ~ 0,22 | 6.400 | 0,12 ~ 0,22 | 5.100 | 0,12 ~ 0,20 | 3.800 | 0,12 ~ 0,18 | 5.900 | 0,14 ~ 0,22 | 4.800 | 0,12 ~ 0,22 | 3.200 | 0,06 ~ 0,12 | 8.000 | 0,14 ~ 0,22 | 850 | 0,06 ~ 0,12 |
| 8 | 5.100 | 0,16 ~ 0,24 | 4.800 | 0,16 ~ 0,24 | 3.800 | 0,16 ~ 0,24 | 2.800 | 0,12 ~ 0,22 | 4.400 | 0,16 ~ 0,24 | 3.600 | 0,16 ~ 0,24 | 2.400 | 0,08 ~ 0,16 | 6.000 | 0,16 ~ 0,24 | 600 | 0,08 ~ 0,16 |
| 10 | 4.100 | 0,20 ~ 0,28 | 3.800 | 0,20 ~ 0,28 | 3.100 | 0,20 ~ 0,28 | 2.300 | 0,16 ~ 0,24 | 3.500 | 0,20 ~ 0,30 | 2.900 | 0,20 ~ 0,28 | 1.900 | 0,10 ~ 0,18 | 4.800 | 0,20 ~ 0,30 | 500 | 0,10 ~ 0,18 |
| 12 | 3.400 | 0,22 ~ 0,30 | 3.200 | 0,22 ~ 0,30 | 2.600 | 0,22 ~ 0,28 | 1.900 | 0,18 ~ 0,26 | 3.000 | 0,22 ~ 0,36 | 2.400 | 0,22 ~ 0,30 | 1.600 | 0,12 ~ 0,20 | 4.000 | 0,22 ~ 0,36 | 400 | 0,12 ~ 0,20 |
| 14 | 2.900 | 0,24 ~ 0,32 | 2.800 | 0,24 ~ 0,32 | 2.200 | 0,24 ~ 0,30 | 1.600 | 0,20 ~ 0,28 | 2.500 | 0,24 ~ 0,38 | 2.100 | 0,24 ~ 0,32 | 1.400 | 0,14 ~ 0,22 | 3.500 | 0,24 ~ 0,38 | 350 | 0,14 ~ 0,22 |
| 16 | 2.600 | 0,24 ~ 0,36 | 2.400 | 0,24 ~ 0,36 | 1.900 | 0,24 ~ 0,34 | 1.400 | 0,20 ~ 0,30 | 2.200 | 0,26 ~ 0,40 | 1.800 | 0,24 ~ 0,36 | 1.200 | 0,14 ~ 0,24 | 3.000 | 0,26 ~ 0,40 | 300 | 0,14 ~ 0,24 |
| 18 | 2.300 | 0,28 ~ 0,40 | 2.100 | 0,28 ~ 0,40 | 1.700 | 0,28 ~ 0,34 | 1.300 | 0,24 ~ 0,30 | 2.000 | 0,30 ~ 0,40 | 1.600 | 0,28 ~ 0,40 | 1.100 | 0,14 ~ 0,24 | 2.700 | 0,30 ~ 0,40 | 380 | 0,14 ~ 0,24 |
| 20 | 2.000 | 0,28 ~ 0,40 | 1.900 | 0,28 ~ 0,40 | 1.600 | 0,28 ~ 0,36 | 1.200 | 0,24 ~ 0,32 | 1.800 | 0,30 ~ 0,40 | 1.500 | 0,28 ~ 0,40 | 1.000 | 0,16 ~ 0,26 | 2.400 | 0,30 ~ 0,40 | 340 | 0,16 ~ 0,26 |
Condições de corte para furação com refrigeração interna. Para brocas sem refrigeração, considerar aproximadamente 20% a menos para os parâmetros de velocidade de corte e avanço.
Para a escolha dos parâmetros, deve-se levar em consideração as condições da máquina, refrigeração e fixação da ferramenta. Os valores da tabela são referencias e podem variar para cada situação.
Com opção de desenvolvimento de ferramentas especiais, conforme as necessidades específicas. Podemos adaptar as medidas, geometrias e revestimentos para garantir o desempenho ideal em sua aplicação.
Download do nosso catálogo
Em nosso catálogo você terá acesso a todas as ferramentas que trabalhamos,
além de dados de corte e detalhes mais técnicos para cada ferramenta.
Sua empresa com mais inovação e tecnologia!
Entre em contato com nossa equipe.